Process Capability & Performance Calculator (Cp, Cpk, Pp, Ppk)
Built for Real Capability Analysis
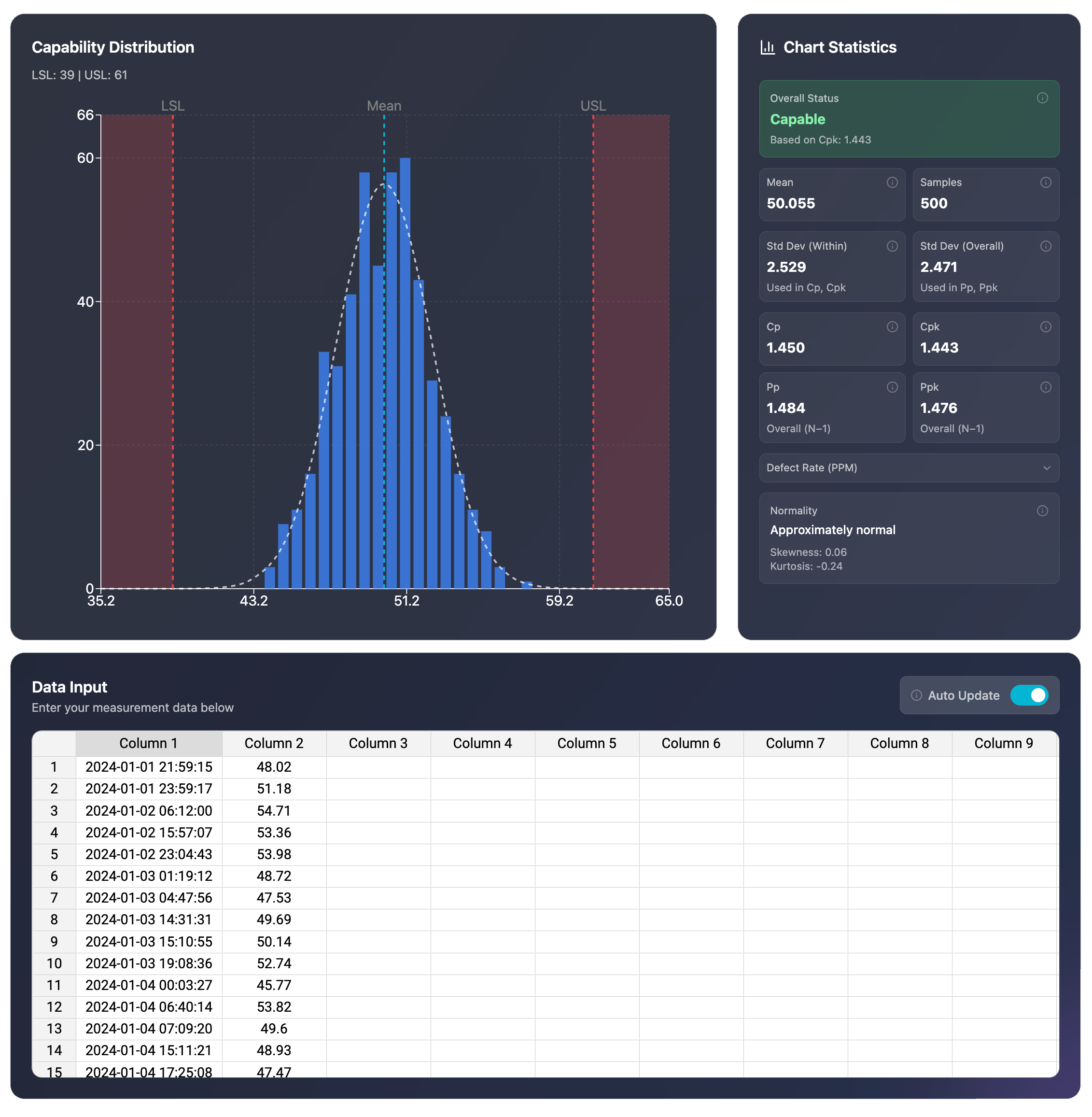
Process capability analysis answers the question that comes after a stable control chart: is this process actually capable of meeting the specification? SIGMADESK Process Capability Calculator takes your measurement data and your specification limits and gives you the four indices that matter in industry — Cp, Cpk, Pp, and Ppk — calculated correctly, displayed clearly, and interpreted in context.
The four indices each serve a distinct purpose, and knowing which one to use is part of doing capability analysis right.
Cp – Potantial capability
Cp measures the potential capability of the process: the ratio of the specification width to the natural process spread. It tells you whether the process could fit within spec if it were perfectly centered. It says nothing about where the process is actually located.
Cp = 1.67 — Centered process; the natural spread sits comfortably within both specification limits
Cpk - Actual capability considering centering
Cpk accounts for centering. It takes the minimum of the upper and lower capability ratios and reflects both spread and location. This is the index that tells you whether the process is actually performing within specification right now.
Cpk = 0.67 — The same process spread, but the mean has drifted toward the lower specification limit
Pp – Overall process performance
Pp is the same concept as Cp but calculated using the overall standard deviation from all data points, rather than the within-subgroup estimate. Pp describes overall process performance as the data actually came out.
Pp = 1.11 — Centered, but the wider bell curve reflects all sources of variation across the full production run
Ppk – Overall performance considering centering
Ppk is the performance counterpart to Cpk. It combines overall spread with centering to reflect real-world process performance, including all sources of variation — shift-to-shift, operator-to-operator, lot-to-lot — that Cpk does not capture.
Ppk = 0.44 — Off-center with wider overall spread; the lower tail visibly crosses the specification limit
The distinction between Cp and Cpk (short-term potential, using within-subgroup sigma) and Pp and Ppk (long-term performance, using overall sigma) is one of the most commonly misunderstood topics in Six Sigma training. SIGMADESK calculates and displays all four indices side by side so you can see both perspectives at once.
Capability indices are only meaningful when they are calculated with the correct statistical method. SIGMADESK is built to match the formulas used in well known SPC software and taught in AIAG references.
Within-subgroup sigma and overall sigma are calculated and applied correctly. Cp and Cpk use the estimated within-subgroup standard deviation — derived from the average range or average standard deviation depending on your chart type — which reflects the process's short-term, inherent variation. Pp and Ppk use the sample standard deviation from all data pooled together. These are not the same number, and confusing them is one of the most common errors in spreadsheet-based capability work.
A histogram with a fitted normal curve and specification limit overlays is generated automatically. This is not decoration — it is the visual check that tells you whether the normality assumption is reasonable, where the process is centered relative to spec, and how much of the tail is encroaching on the boundary.
Capability ratings give you immediate context for every index. Rather than leaving you to interpret a raw number against a memorized benchmark, SIGMADESK applies a five-tier rating system — from Incapable through World Class — so you see not just the number but what it means for your process.
Specification limits are yours to define. One-sided specs, bilateral specs, or a target with only an upper or lower limit — the calculator handles all configurations without forcing a two-sided format on every situation.
More on Statistical Process Control
More on Statistical Process Control
-
Cp and Cpk: What’s the Difference? Explained
Process capability indices, Cp and Cpk, are two of the most commonly reported numbers in quality engineering. They’re calculated from the same underlying measurement data but they answer two different questions, and confusing them can lead to the wrong conclusion about whether a process is actually capable. This article focuses specifically on the distinction between Cp and Cpk, so if you need a fuller introduction and more comprehensive look to the process capability, that’s better you start with complete guide on Process Capability. Here, the goal is to make the difference between these two indices unambiguous. What Cp Measures Cp…
-
Population vs. Sample Standard Deviation: What’s the Difference?
A practical guide to standard deviation — what it measures, why it matters, and the difference between population and sample standard deviation explained with clear examples. Standard deviation is one of the most important concepts in statistics. It appears in manufacturing quality control, finance, healthcare, scientific research, and virtually any field where data needs to be understood. Yet despite its widespread use, the concept is often explained in ways that feel abstract or overly mathematical. This guide breaks it down step by step — what standard deviation actually measures, how to calculate it, and why there are two different versions…
-
SPC Control Charts for Variables (I-MR, Xbar-R, Xbar-S) Explained
A practical guide to control charts — from common vs. special cause variation to I-MR, X̄-R and X̄-S charts, control limit formulas, and when to use each one. Control charts are one of the core tools used in Six Sigma, quality management, and process improvement methodologies. They are especially common in engineering and manufacturing, but their usefulness is not limited to these fields. In fact, control charts can be applied anywhere data is collected over time. For example, you might use a control chart when you are: Although these examples come from different areas, they all have one important thing in…